ARM-based remote monitoring unit, with its high-precision data acquisition, low-power processing, and intelligent algorithms, significantly enhances the real-time reliability of pressure and leakage monitoring in natural gas pipelines
Case Details
Natural gas, as a clean and efficient energy source, is widely used in industrial production and residential life. However, long-term operation of natural gas pipelines may lead to pressure anomalies, minor leaks, or sudden ruptures. If not addressed promptly, these issues can cause significant safety hazards and economic losses. Traditional manual inspections are inefficient and slow to respond, necessitating automated and intelligent remote monitoring solutions. The ARM-based remote monitoring unit, with its low power consumption, high computing performance, and versatile interfaces, provides an ideal technical solution for pressure and leakage monitoring in natural gas pipelines.
System Components
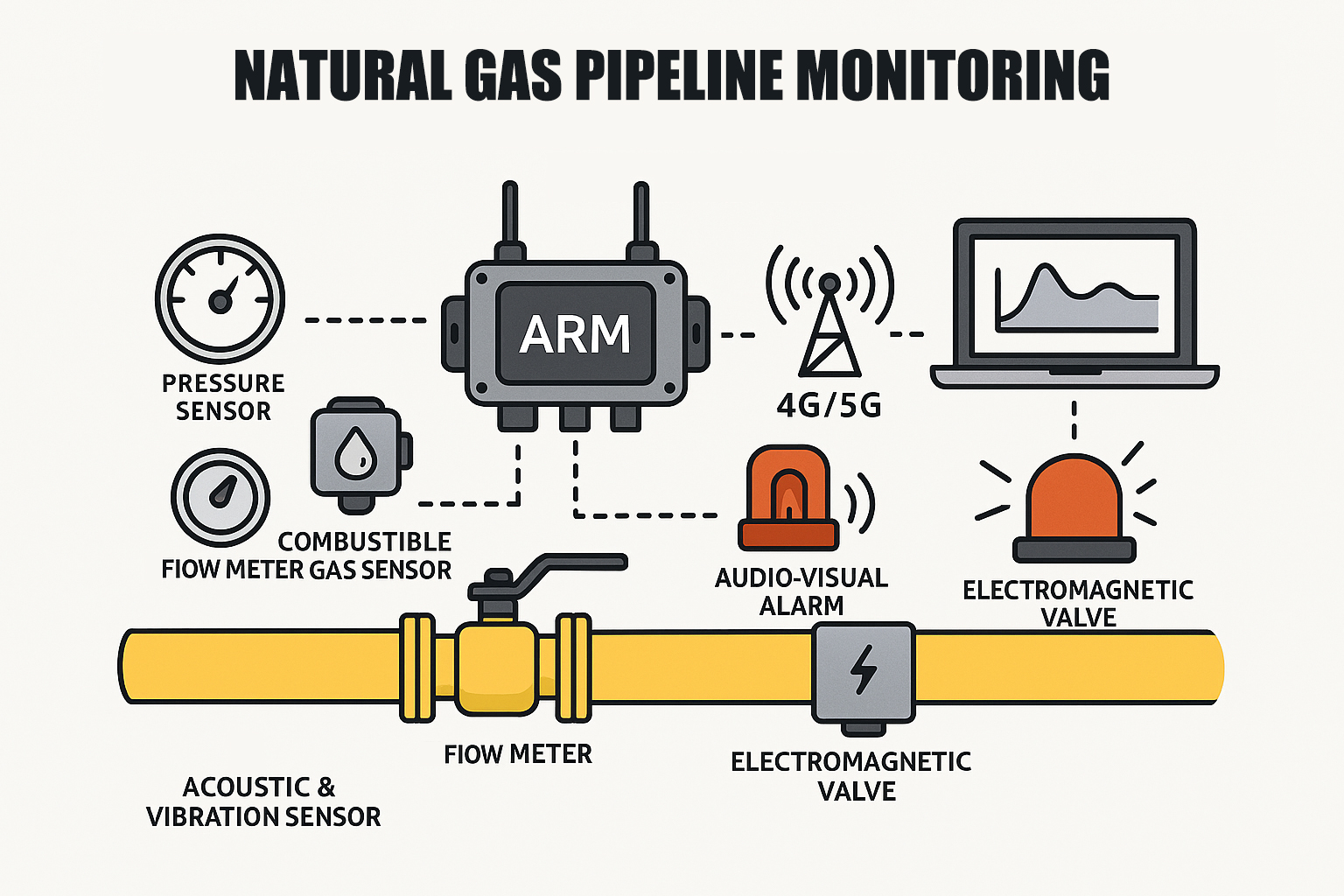
The ARM-based remote monitoring unit BL350 integrates sensors and communication networks to form a comprehensive pipeline safety monitoring system, consisting of the following components:
- Sensor Layer
- Pressure Sensors: Collect real-time pipeline pressure data to detect overpressure or pressure drops.
- Flow Meters: Compare inlet and outlet flow rates to identify anomalies indicating potential leaks.
- Combustible Gas Sensors: Detect the presence of natural gas leaks in the surrounding environment.
- Acoustic and Vibration Sensors: Identify acoustic signatures associated with pipeline ruptures or leaks.
- Data Acquisition and Edge Processing Layer
- The ARM unit serves as the core controller, handling multi-channel sensor data acquisition.
- Embedded edge computing algorithms perform data filtering, anomaly detection, and preliminary diagnostics to reduce false alarms.
- Communication and Remote Monitoring Layer
- Supports multiple communication protocols, including 4G/5G, LoRa, and NB-IoT, for reliable data transmission.
- Data is securely transmitted to a control center or cloud platform for real-time monitoring by operators.
- Linkage and Alarm Layer
- Local audiovisual alarms alert on-site personnel immediately.
- Integration with solenoid valves enables automatic pipeline shutdown during severe leaks to prevent escalation.
- Remote alerts are pushed to mobile devices, enabling rapid response from operators.
Functional Features
- Pressure and Flow Monitoring: Ensures pipeline operation within safe parameters.
- Leakage Detection and Alarming: Enables early detection of minor leaks.
- Edge Computing and Intelligent Warning: Analyzes data trends locally to predict potential risks.
- Remote Visualization Monitoring: Allows the control center to monitor pipeline status in real time.
- Emergency Linkage Control: Quickly shuts down pipelines to minimize accident-related losses.
Application Benefits
- Enhanced Safety: Continuous real-time monitoring significantly reduces the risk of accidents.
- Improved Efficiency: Remote monitoring and automated alerts reduce the need for manual inspections.
- Cost Reduction: Lowers maintenance labor costs and economic losses from sudden incidents.
- High Scalability: Seamlessly integrates with SCADA systems or cloud platforms, supporting large-scale pipeline deployments.
Conclusion
The ARM-based remote monitoring unit, with its high-precision data acquisition, low-power processing, and intelligent algorithms, significantly enhances the real-time reliability of pressure and leakage monitoring in natural gas pipelines. This system is a critical component of smart energy pipeline networks, providing robust technical support for the safe and efficient operation of natural gas pipelines.




























































